
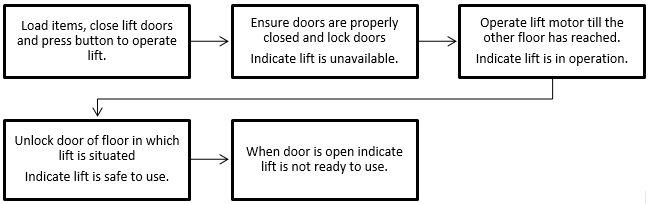
In one of the plants of a popular manufacturing company in Sri Lanka, there is an old goods lift between two floors to transport raw materials, manufactured goods. The company had concerns about its risks because it lacks necessary safety features. The goods lift system consisted of a hoist motor to elevate the lift compartment. The operator panel on each floor only had two buttons, “Call” and “Operate”, connected to the main control unit, which logically checked the closure of doors before commencing the lift. When the lift compartment reached its destination, the limit switches stopped the hoist motor. However, the outer door on each floor and the inner door of the lift could be opened by the operator when the goods lift is still in transit, compromising operator safety. The lift was modernised to comply with current safety regulations.
To comply with the goods lift safety regulations, the following functions were required:
- Ensure that doors are locked before operation.
- Ensure that doors cannot be reopened when it is unsafe to open.
- Ensure “safe to use” and “ready to operate” statuses are indicated by auditory and visual signals.
- Power and pneumatic shut down during an emergency.
- In emergency ensure use of manual controls through an override mechanism.
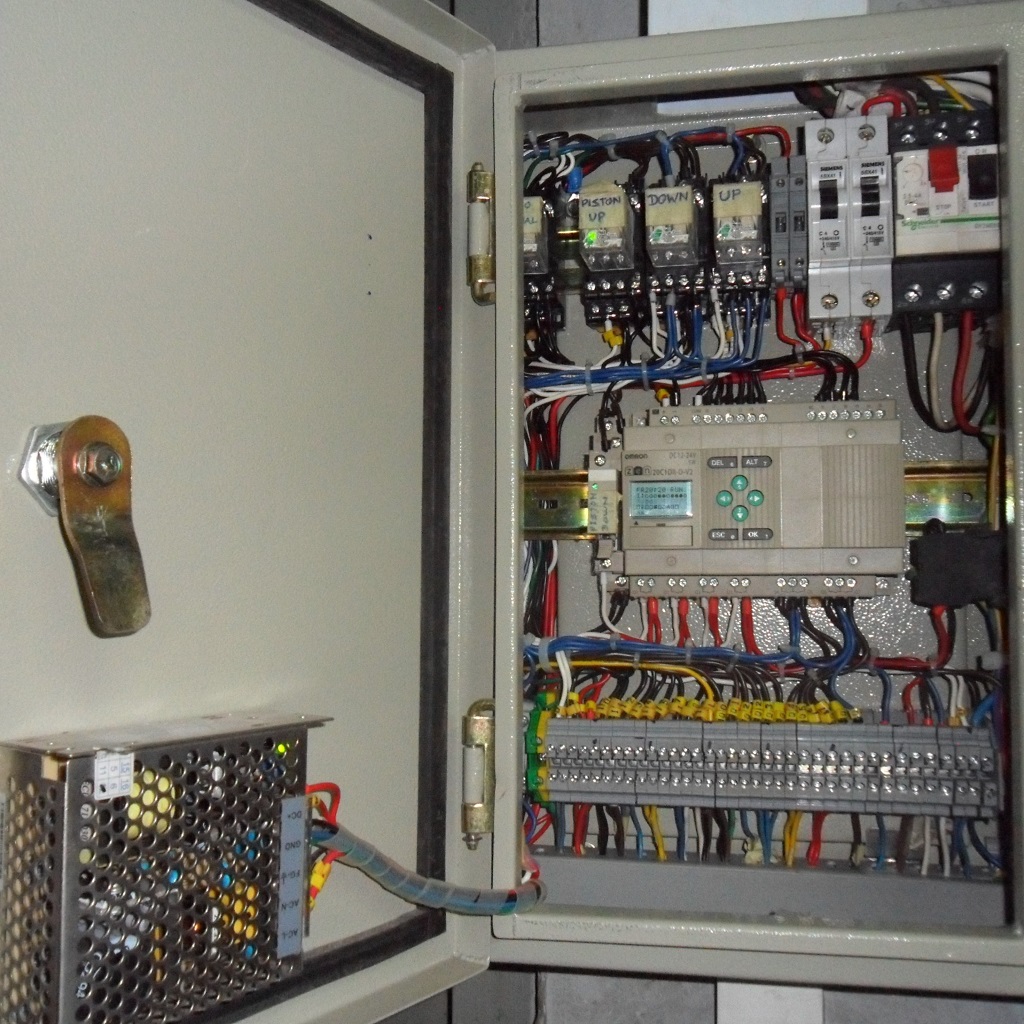
Programmable logic controllers are electronic devices that work on the basis of relay logic. The device uses inputs and produce outputs in real time, based on its user defined ladder program. It was decided to use PLC, because of the availability of large number of functions that can be used automate larger electrical systems. The above functions were incorporated in the goods lift system by using an Omron Zen 20C1DR-V2 PLC.

The PLC has a built-in input/output module. The input can read up to ten digital inputs and two analogue inputs. The output can control eight digital outputs via relay points. The limit switches are placed on the bottom and the top of the lift shaft to detect position of the lift, and are energised when the frame of the lift compartment presses on the relevant switch. The operator panel on each floor consists of a buzzer and three buttons: “Call the lift”, “Operate the lift” and “Emergency stop” as the inputs to the PLC. The PLC controlled the indicator lights on each floor which are coloured red, amber and green.
The outer lift door locks are replaced by two-stage door locks. The first stage consists of a metal hook as the manual latch, which is put into the placeholder by the operator to lock the outer door (see Figure 2 (a)). The latch is detected by a capacitive p-type proximity sensor, which gives a signal to the PLC. The PLC controls the second stage piston door lock that locks the metal frame of the outer door and ensures that they cannot be reopened when it is unsafe.


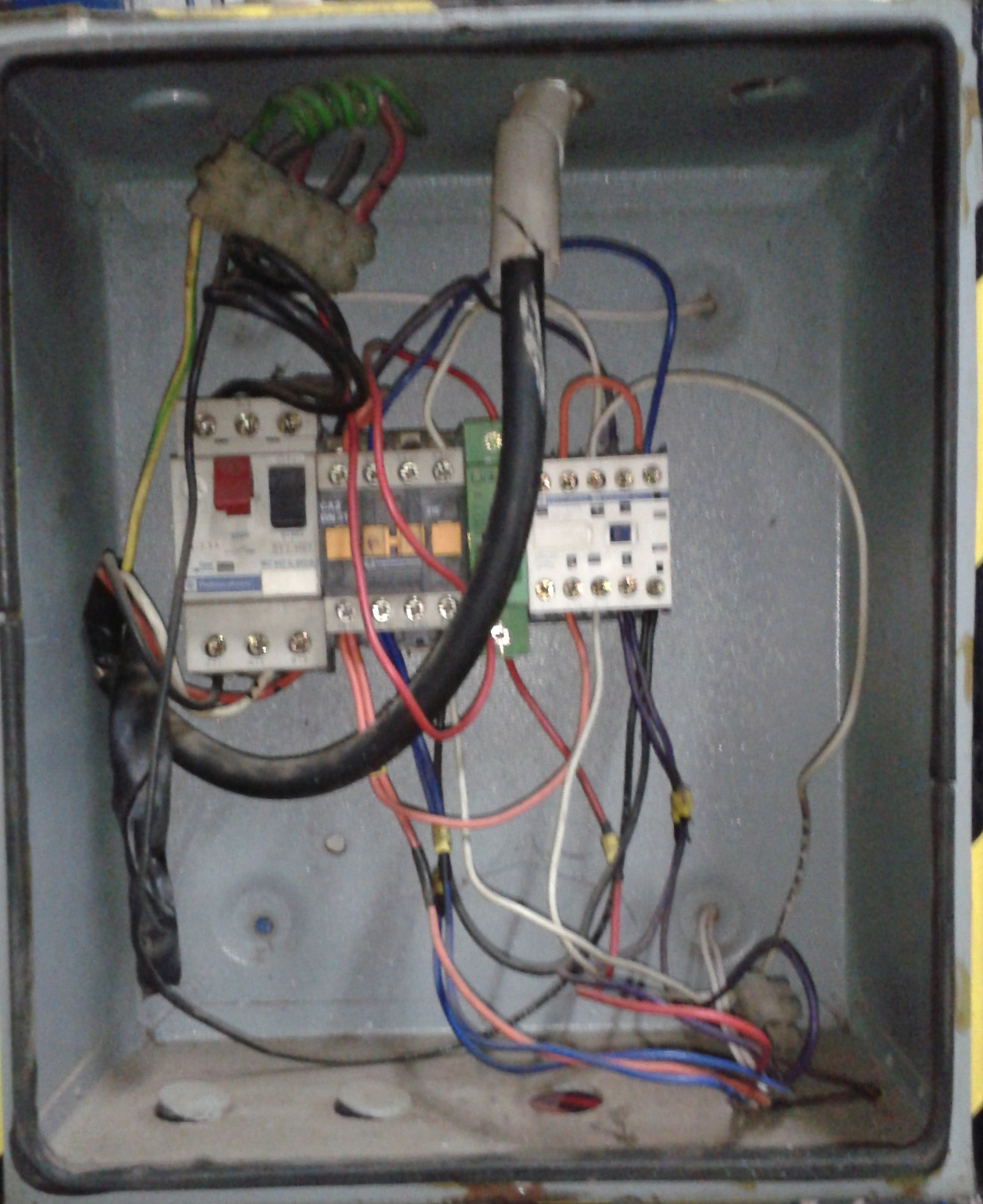
The main control unit is powered by 24V DC supplied by a conversion unit. A motor protective circuit breaker is introduced into 415V AC to power the hoist motor. The direction of the motor is controlled by two built-in inter-locking contactors which interchange two of the phases. The control coil of contactors and the indicator lights are powered by 230V AC.
The PLC, pistons, sensors, buttons, buzzer and four relays are powered by 24V DC. The PLC controls the indicator lights, motor and pistons through relays because they operate at higher currents than the rated current of the PLC relay points. When the motor is powered the buzzer is sounded by the relays. The override system is intelligently controlled by means of relay logic.
The PLC was programmed using the Omron Zen programming tool. A ladder program was developed for the PLC to carry out the following functions:
- Identify closure of the outer door latch.
- Operate the safety piston locks.
- Power the “Up” and “Down” contactors of the hoist motor.
- Halt the lift when destination is reached.
- De-power the piston lock when the door is safe to open.
- Illuminate the red light when lift is unsafe to use.
- Illuminate the amber light when the lift doors are opened.
- Illuminate the green light when lift is ready to use.
- De-power the relays for “emergency stop”.
All functions requested by the Company as given in the body text are incorporated into the modernized lift control system to ensure operator safety of the old lift using a PLC. The goods lift system has been approved by the safety auditors of the company. This design has attracted interest from many other companies.
I have suggested further improvements to the modernized lift system.
- Load cell for Maximum load indicator – To warn when the load exceeds predetermined weight.
- Inverter control for improved power efficiency of the hoist motor.
- Automated doors for improvement of the safety of the lift.


